[摘要]:本文詳細介紹了臺達人機界面、ES系列可編程控制器、B及M型交流變頻器構(gòu)成的控制系統(tǒng)在泰州簾子布織機上的成功應(yīng)用。整個電控系統(tǒng)主要采用MODBUS協(xié)議構(gòu)建整個控制系統(tǒng),通過用戶近一年的使用,效果很好。
[關(guān)鍵詞]:臺達自動化產(chǎn)品 可編程控制器 變頻器 人機界面 簾子布織機
[Abstract]:The article introduces the project for fabric equipment based on delta PLC、HMI(human mechanic interface)、B and M series Inverter in Tai Zhou City. The integration of electrical control system is constituted of the MODBUS protocol .the system was used for about one year , its effect is well.
[Key words]: DELTA automation product PLC Inverter HMI Fabric Mechanic
一、前言
簾子布織機是屬于劍桿織機一類,普通織機機械結(jié)構(gòu)主要包括送經(jīng)機構(gòu)、主機、卷取機構(gòu)、選緯機構(gòu)、儲緯機構(gòu)、多臂機構(gòu);電控部分主要包括主控部分(包括主電機、電子選緯、電子多臂等);電送電卷部分(送經(jīng)電機、卷取電機控制)。不過由于簾子布織機是屬于劍桿織機特類,所以它在擁有一般織機性能的同時,亦有其特殊的一面。主要體現(xiàn)在:簡單機械多臂、固定一個緯紗、送經(jīng)機構(gòu)和卷曲機構(gòu)亦有所差異、有大卷裝機構(gòu)部分等方面。
以往簾子布織機電控系統(tǒng)結(jié)構(gòu)如下:
1、主控部分采用單片機控制,包括主機采用離合器控制、顯示部分一般采用LCD。
2、送經(jīng)/卷曲(包括大卷裝)大部分采用機械聯(lián)軸控制,即使采用變頻控制,一般都是模擬控制某一部分。
這種控制結(jié)構(gòu)的缺點:
A、機械結(jié)構(gòu)復(fù)雜、維修難;因為它很多都要通過機械傳動來實現(xiàn)。
B、車速一般不是很快;一般在200轉(zhuǎn)/分~350轉(zhuǎn)/分。
C、顯示信息不完善、自動化程度不高。
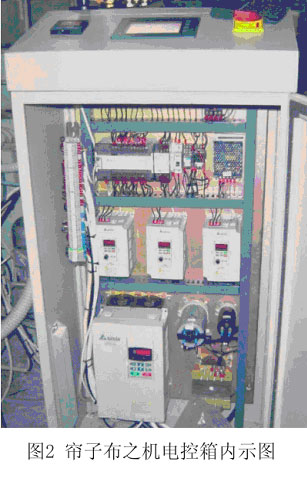
根據(jù)以上對簾子布織機及其原控制系統(tǒng)分析,通過與用戶的合作,我們提出了一種采用以臺達 ES型PLC、DOP-A型HIM、B/M型變頻器構(gòu)建的新穎電控系統(tǒng),如圖2 :
它的創(chuàng)新主要體現(xiàn)于:
1、主機采用臺達 B型矢量型變頻器控制,擺脫了傳統(tǒng)的離合器控制模式,同時實現(xiàn)主機電氣無極調(diào)速功能。
2、送經(jīng)電機、卷曲電機、大卷裝均采用臺達 M型變頻器控制。
3、運用臺達 MODBUS通訊協(xié)議構(gòu)建主機、送經(jīng)電機、卷曲電機、大卷裝控制系統(tǒng);擺脫了傳統(tǒng)的模擬量控制。
4、信號采集及處理采用臺達ES型PLC作為CPU處理中心。
5、顯示采用臺達人機界面;擺脫了傳統(tǒng)的LCD模式。
由該控制系統(tǒng)構(gòu)建的簾子布織機有著以往織機無法比擬的優(yōu)點:
A、機械結(jié)構(gòu)大大簡單化。
B、度可高達450轉(zhuǎn)/分,這是同類機種高不可攀的車速。
C、主機采用變頻控制,使織機車速可變頻調(diào)速控制。
二、主要工藝
1、邏輯部分
A、快車:正常開車(高速);主機、送經(jīng)、卷曲、大卷裝同步。
B、慢車:正常開車(低速);主機、送經(jīng)、卷曲、大卷裝同步。
C、點動:以低速寸動;主機、送經(jīng)、卷曲、大卷裝同步。
D、機頭布開車:大卷裝布兩頭端開車,主機、送經(jīng)、卷曲、大卷裝步,和快車的區(qū)別在于二者的比例不同。
E、緊經(jīng)/松經(jīng):主機不動、送經(jīng)、卷曲、大卷裝按一定比例點動運轉(zhuǎn)。
F、卷布/退布:大卷裝按一定速度點動運轉(zhuǎn)。
G、正常停車:通過停車按鈕停車,停車過程是:接受停車信號后,主軸轉(zhuǎn)到停車角度后迅速封緯、高壓-低壓剎車。
H、經(jīng)停:斷經(jīng)停車,在檢測到斷經(jīng)信號后和正常停車過程一樣。
I、緯停:斷緯停車,在檢測到斷緯信號后和正常停車過程一樣。
J、緯停:缺緯停車,在檢測到缺緯信號后和正常停車過程一樣。
K、計數(shù)到停車:卷裝布生產(chǎn)布長到達設(shè)定長度時停車。
L、急停:通過急停按鈕緊急停車,整個控制電源切斷,進入準(zhǔn)備階段。
2、同步控制
由于本系統(tǒng)主機、送經(jīng)電機、卷曲電機、大卷轉(zhuǎn)均采用變頻控制,根據(jù)工藝和織物要求必須對其采用比較嚴(yán)格的同步控制,即快車啟動過程、調(diào)速過程、停車過程、點動過程、慢車過程、緊經(jīng)/松經(jīng)過程均要有相應(yīng)的同步工藝控制要求。
本案例采用的同步比例原理如下:

說明:
A、主機改變整機速度;
B、緯密改變卷取速度;
C、卷曲張力改變大卷裝速度;
D、送經(jīng)張力改變送經(jīng)速度。
三、控制系統(tǒng)結(jié)構(gòu)
1、件系統(tǒng)構(gòu)架:
A、結(jié)構(gòu)框圖
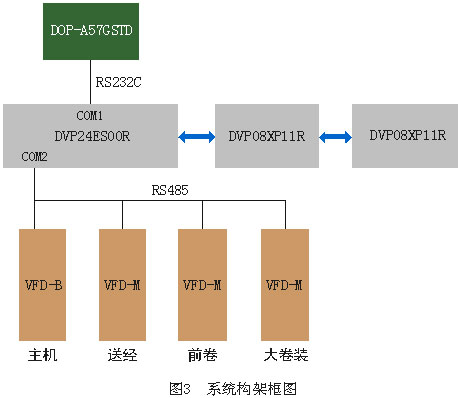
注:
PLC對變頻器的控制速度采用RS485、運行/停止采用I/O控制,原因在于:運行/停止控制采用I/O控制相比RS485控制較安全、可靠!
B、端口定義:

2、軟件系統(tǒng)構(gòu)架
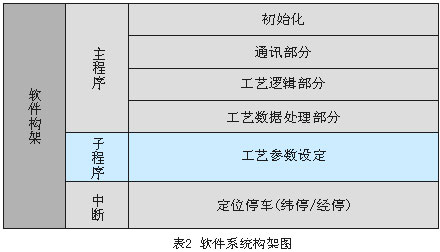
說明:
A、初始化程序主要處理一些運行參數(shù)、工藝參數(shù)、通訊格式等在停車、開車、上電時的保存或調(diào)用等功能。
B、通訊部分主要實時處理PLC對四臺變頻器速度通訊控制。
C、工藝邏輯、數(shù)據(jù)處理部分主要實現(xiàn)根據(jù)該劍桿織機的工藝要求。
D、整個工藝參數(shù)設(shè)定是采用子程序處理,目的減少程序掃描周期。
E、為了快速、定位停車,程序采用中斷處理。
四、調(diào)試過程
本項目調(diào)試分三步:
1、在機械廠調(diào)試(空載調(diào)試):調(diào)試內(nèi)容主要是整個電路接線檢查、通訊調(diào)試、工藝邏輯基本實現(xiàn)。
2、戶廠現(xiàn)場調(diào)試(帶載調(diào)試):調(diào)試內(nèi)容主要根據(jù)最終用戶的要求實現(xiàn)工藝的完善,最終能達到客戶要求、并生產(chǎn)出合格的產(chǎn)品。
3、運行一段時間后對出現(xiàn)的問題加以解決及整個系統(tǒng)的跟蹤完善。
五、技術(shù)參數(shù)
1、變頻器參數(shù)
A、通訊參數(shù)組通訊格式:9600 7 E 1 (ASCII)。
B、基本參數(shù)組:頻率、運行控制來源;加減速時間、曲線;中間頻率、電壓設(shè)定等。
C、保護功能參數(shù)組設(shè)定:開啟過電壓/電流失速功能及大小。
D、特殊參數(shù)組停車直流制動(時間、準(zhǔn)位、頻率)設(shè)定:關(guān)閉AVR。
2、工藝參數(shù)人機界面設(shè)定
人機部分主要實現(xiàn)人參與控制系統(tǒng)的途徑。它主要包括:顯示部分、設(shè)定部分、操作部分、歷史故障部分;其中設(shè)定主要是主機速度設(shè)定、緯密設(shè)定、卷曲、送經(jīng)張力等。
六、結(jié)論
本系統(tǒng)已在江蘇泰州化纖廠使用,系統(tǒng)穩(wěn)定可靠。系統(tǒng)實時監(jiān)控,具有結(jié)構(gòu)簡單,操作方便,界面簡潔,穩(wěn)定可靠,成本低廉等特征,是傳統(tǒng)控制系統(tǒng)的最佳替代產(chǎn)品,可供相關(guān)市場及系統(tǒng)市場營銷、設(shè)計人參考,該系統(tǒng)具有大批量產(chǎn)品化潛力,具有廣闊的市場前景。
參考文獻:
1、《劍桿織機原理與使用》 陳元甫 洪海滄 主編 中國紡織出版社 1994年版
2、《VFD-B型變頻器使用手冊》 中達電通股份有限公司 2003年版
3、《VFD-M型變頻器使用手冊》 中達電通股份有限公司 2003年版
4、《DOPA系列人機界面應(yīng)用技術(shù)手冊》中達電通股份有限公司 2003年版
5、《DVP-PLC應(yīng)用技術(shù)手冊程序篇》 中達電通股份有限 2003年8月版
[關(guān)鍵詞]:臺達自動化產(chǎn)品 可編程控制器 變頻器 人機界面 簾子布織機
[Abstract]:The article introduces the project for fabric equipment based on delta PLC、HMI(human mechanic interface)、B and M series Inverter in Tai Zhou City. The integration of electrical control system is constituted of the MODBUS protocol .the system was used for about one year , its effect is well.
[Key words]: DELTA automation product PLC Inverter HMI Fabric Mechanic
一、前言
簾子布織機是屬于劍桿織機一類,普通織機機械結(jié)構(gòu)主要包括送經(jīng)機構(gòu)、主機、卷取機構(gòu)、選緯機構(gòu)、儲緯機構(gòu)、多臂機構(gòu);電控部分主要包括主控部分(包括主電機、電子選緯、電子多臂等);電送電卷部分(送經(jīng)電機、卷取電機控制)。不過由于簾子布織機是屬于劍桿織機特類,所以它在擁有一般織機性能的同時,亦有其特殊的一面。主要體現(xiàn)在:簡單機械多臂、固定一個緯紗、送經(jīng)機構(gòu)和卷曲機構(gòu)亦有所差異、有大卷裝機構(gòu)部分等方面。
以往簾子布織機電控系統(tǒng)結(jié)構(gòu)如下:
1、主控部分采用單片機控制,包括主機采用離合器控制、顯示部分一般采用LCD。
2、送經(jīng)/卷曲(包括大卷裝)大部分采用機械聯(lián)軸控制,即使采用變頻控制,一般都是模擬控制某一部分。
這種控制結(jié)構(gòu)的缺點:
A、機械結(jié)構(gòu)復(fù)雜、維修難;因為它很多都要通過機械傳動來實現(xiàn)。
B、車速一般不是很快;一般在200轉(zhuǎn)/分~350轉(zhuǎn)/分。
C、顯示信息不完善、自動化程度不高。
根據(jù)以上對簾子布織機及其原控制系統(tǒng)分析,通過與用戶的合作,我們提出了一種采用以臺達 ES型PLC、DOP-A型HIM、B/M型變頻器構(gòu)建的新穎電控系統(tǒng),如圖2 :
它的創(chuàng)新主要體現(xiàn)于:
1、主機采用臺達 B型矢量型變頻器控制,擺脫了傳統(tǒng)的離合器控制模式,同時實現(xiàn)主機電氣無極調(diào)速功能。
2、送經(jīng)電機、卷曲電機、大卷裝均采用臺達 M型變頻器控制。
3、運用臺達 MODBUS通訊協(xié)議構(gòu)建主機、送經(jīng)電機、卷曲電機、大卷裝控制系統(tǒng);擺脫了傳統(tǒng)的模擬量控制。
4、信號采集及處理采用臺達ES型PLC作為CPU處理中心。
5、顯示采用臺達人機界面;擺脫了傳統(tǒng)的LCD模式。
由該控制系統(tǒng)構(gòu)建的簾子布織機有著以往織機無法比擬的優(yōu)點:
A、機械結(jié)構(gòu)大大簡單化。
B、度可高達450轉(zhuǎn)/分,這是同類機種高不可攀的車速。
C、主機采用變頻控制,使織機車速可變頻調(diào)速控制。
二、主要工藝
1、邏輯部分
A、快車:正常開車(高速);主機、送經(jīng)、卷曲、大卷裝同步。
B、慢車:正常開車(低速);主機、送經(jīng)、卷曲、大卷裝同步。
C、點動:以低速寸動;主機、送經(jīng)、卷曲、大卷裝同步。
D、機頭布開車:大卷裝布兩頭端開車,主機、送經(jīng)、卷曲、大卷裝步,和快車的區(qū)別在于二者的比例不同。
E、緊經(jīng)/松經(jīng):主機不動、送經(jīng)、卷曲、大卷裝按一定比例點動運轉(zhuǎn)。
F、卷布/退布:大卷裝按一定速度點動運轉(zhuǎn)。
G、正常停車:通過停車按鈕停車,停車過程是:接受停車信號后,主軸轉(zhuǎn)到停車角度后迅速封緯、高壓-低壓剎車。
H、經(jīng)停:斷經(jīng)停車,在檢測到斷經(jīng)信號后和正常停車過程一樣。
I、緯停:斷緯停車,在檢測到斷緯信號后和正常停車過程一樣。
J、緯停:缺緯停車,在檢測到缺緯信號后和正常停車過程一樣。
K、計數(shù)到停車:卷裝布生產(chǎn)布長到達設(shè)定長度時停車。
L、急停:通過急停按鈕緊急停車,整個控制電源切斷,進入準(zhǔn)備階段。
2、同步控制
由于本系統(tǒng)主機、送經(jīng)電機、卷曲電機、大卷轉(zhuǎn)均采用變頻控制,根據(jù)工藝和織物要求必須對其采用比較嚴(yán)格的同步控制,即快車啟動過程、調(diào)速過程、停車過程、點動過程、慢車過程、緊經(jīng)/松經(jīng)過程均要有相應(yīng)的同步工藝控制要求。
本案例采用的同步比例原理如下:
說明:
A、主機改變整機速度;
B、緯密改變卷取速度;
C、卷曲張力改變大卷裝速度;
D、送經(jīng)張力改變送經(jīng)速度。
三、控制系統(tǒng)結(jié)構(gòu)
1、件系統(tǒng)構(gòu)架:
A、結(jié)構(gòu)框圖
注:
PLC對變頻器的控制速度采用RS485、運行/停止采用I/O控制,原因在于:運行/停止控制采用I/O控制相比RS485控制較安全、可靠!
B、端口定義:
2、軟件系統(tǒng)構(gòu)架
說明:
A、初始化程序主要處理一些運行參數(shù)、工藝參數(shù)、通訊格式等在停車、開車、上電時的保存或調(diào)用等功能。
B、通訊部分主要實時處理PLC對四臺變頻器速度通訊控制。
C、工藝邏輯、數(shù)據(jù)處理部分主要實現(xiàn)根據(jù)該劍桿織機的工藝要求。
D、整個工藝參數(shù)設(shè)定是采用子程序處理,目的減少程序掃描周期。
E、為了快速、定位停車,程序采用中斷處理。
四、調(diào)試過程
本項目調(diào)試分三步:
1、在機械廠調(diào)試(空載調(diào)試):調(diào)試內(nèi)容主要是整個電路接線檢查、通訊調(diào)試、工藝邏輯基本實現(xiàn)。
2、戶廠現(xiàn)場調(diào)試(帶載調(diào)試):調(diào)試內(nèi)容主要根據(jù)最終用戶的要求實現(xiàn)工藝的完善,最終能達到客戶要求、并生產(chǎn)出合格的產(chǎn)品。
3、運行一段時間后對出現(xiàn)的問題加以解決及整個系統(tǒng)的跟蹤完善。
五、技術(shù)參數(shù)
1、變頻器參數(shù)
A、通訊參數(shù)組通訊格式:9600 7 E 1 (ASCII)。
B、基本參數(shù)組:頻率、運行控制來源;加減速時間、曲線;中間頻率、電壓設(shè)定等。
C、保護功能參數(shù)組設(shè)定:開啟過電壓/電流失速功能及大小。
D、特殊參數(shù)組停車直流制動(時間、準(zhǔn)位、頻率)設(shè)定:關(guān)閉AVR。
2、工藝參數(shù)人機界面設(shè)定
人機部分主要實現(xiàn)人參與控制系統(tǒng)的途徑。它主要包括:顯示部分、設(shè)定部分、操作部分、歷史故障部分;其中設(shè)定主要是主機速度設(shè)定、緯密設(shè)定、卷曲、送經(jīng)張力等。
六、結(jié)論
本系統(tǒng)已在江蘇泰州化纖廠使用,系統(tǒng)穩(wěn)定可靠。系統(tǒng)實時監(jiān)控,具有結(jié)構(gòu)簡單,操作方便,界面簡潔,穩(wěn)定可靠,成本低廉等特征,是傳統(tǒng)控制系統(tǒng)的最佳替代產(chǎn)品,可供相關(guān)市場及系統(tǒng)市場營銷、設(shè)計人參考,該系統(tǒng)具有大批量產(chǎn)品化潛力,具有廣闊的市場前景。
參考文獻:
1、《劍桿織機原理與使用》 陳元甫 洪海滄 主編 中國紡織出版社 1994年版
2、《VFD-B型變頻器使用手冊》 中達電通股份有限公司 2003年版
3、《VFD-M型變頻器使用手冊》 中達電通股份有限公司 2003年版
4、《DOPA系列人機界面應(yīng)用技術(shù)手冊》中達電通股份有限公司 2003年版
5、《DVP-PLC應(yīng)用技術(shù)手冊程序篇》 中達電通股份有限 2003年8月版
免責(zé)聲明:本文僅代表作者個人觀點,與電源在線網(wǎng)無關(guān)。其原創(chuàng)性以及文中陳述文字和內(nèi)容未經(jīng)本站證實,對本文以及其中全部或者部分內(nèi)容、文字的真實性、完整性、及時性本站不作任何保證或承諾,請讀者僅作參考,并請自行核實相關(guān)內(nèi)容。
本文鏈接:臺達自動化產(chǎn)品在簾子布織機電控系統(tǒng)的應(yīng)
http:www.mangadaku.com/news/2006-4/200641095958.html
http:www.mangadaku.com/news/2006-4/200641095958.html


